- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Wpływ ciśnienia gazu na jakość powierzchni cięcia laserowego
2025-02-26
Technologia cięcia laserowego jest szeroko stosowana w różnych dziedzinach ze względu na swoje zalety, takie jak wysoka precyzja i wysoka wydajność. Czy jednak wiesz, że wielkość ciśnienia gazu podczas cięcia laserowego ma kluczowy wpływ na sekcję cięcia?
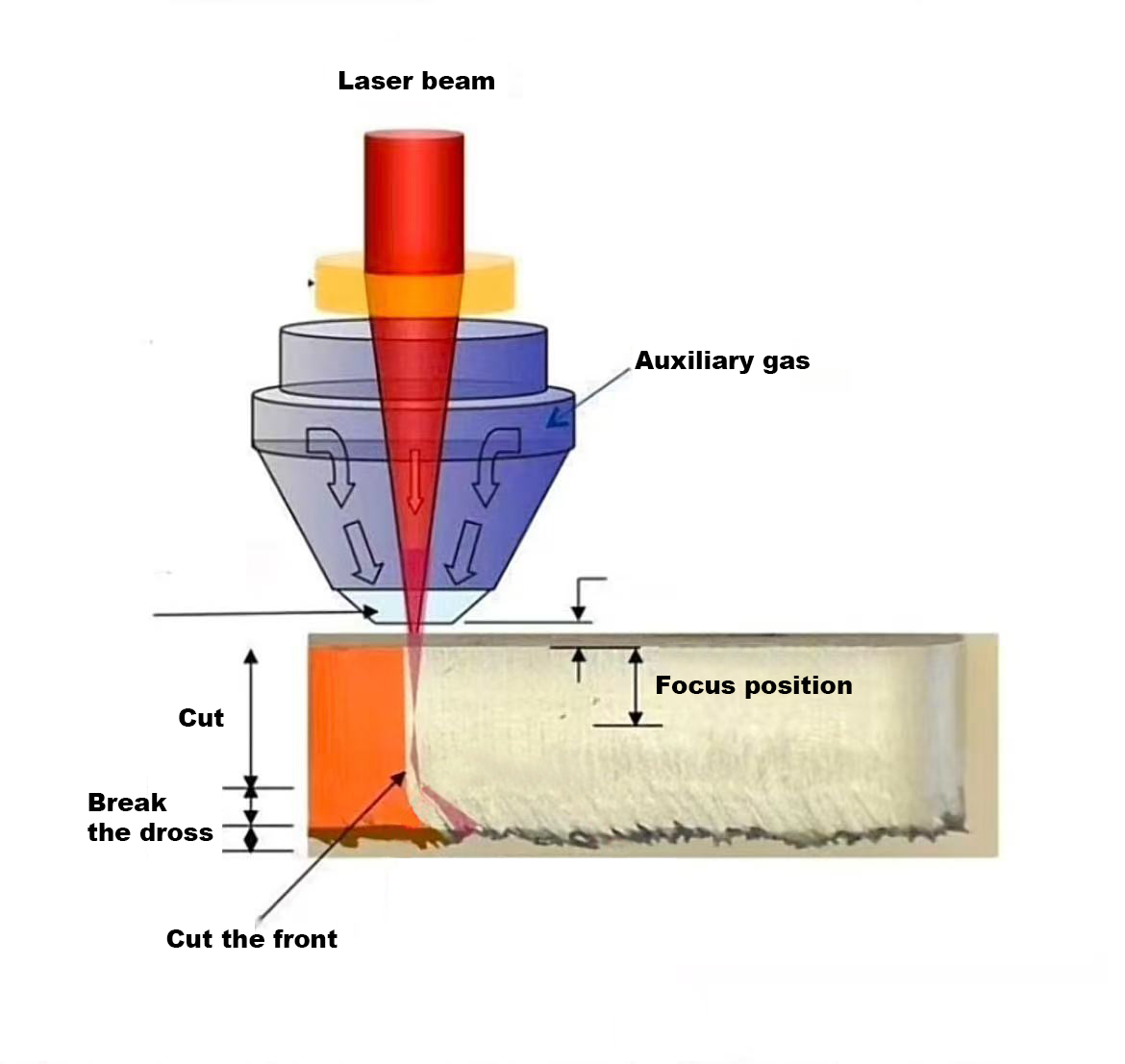
Krojenie laserowe wykorzystuje wysoką energię lasera do natychmiastowego odparowania metalu i wykorzystuje pomocniczy gaz do wysadzenia żużla na powierzchni przedmiotu obrabianego do ukończenia cięcia. Gaz tnąca nie tylko pomaga rozproszyć ciepło i pomagać spalanie, ale także zdmuchuje stopione plamy, aby sekcja cięcia była gładka. Jednak gdy ciśnienie gazu zmienia się, sekcja cięcia przedstawi również różne stany.
Gdy ciśnienie gazu tnącego jest zbyt niskie, żużla w procesie cięcia nie można skutecznie wysadzić, co powoduje, że niektóre stopione plamy pozostają na dnie przedmiotu obrabianego. Po ochłodzeniu te resztkowe stopione plamy będą tworzyć burr, wpływając na gładkość powierzchni cięcia i zmniejszając jakość cięcia. Ponadto zbyt niskie ciśnienie gazowe może również utrudniać wiązkę laserową penetrację materiału, zwiększenie czasu perforacji, a tym samym zmniejszenie wydajności produkcji i prędkości cięcia. Na dłuższą metę wpłynie to nie tylko na dokładność cięcia, ale także spowoduje stopione plamy na powierzchni przedmiotu obrabianego, dodatkowo pogarszając problem jakości cięcia.

Z drugiej strony, gdy ciśnienie tnącego gazu jest zbyt wysokie, sekcja cięcia może wydawać się szorstka, a szerokość szwu cięcia wzrasta. Nadmierne ciśnienie gazu spowoduje nadmierne dmuchanie w obszarze cięcia, powodując częściowe topnienie powierzchni cięcia, wpływając w ten sposób na płaskość powierzchni cięcia i utrudniając idealną część cięcia. Zwłaszcza w punkcie penetracji nadmierne ciśnienie gazu pogorszy topienie, co spowoduje większy punkt topnienia, co dodatkowo wpływa na jakość cięcia.

W faktycznym procesie cięcia lasera kontrola ciśnienia gazu musi zostać precyzyjnie dostosowana zgodnie z typem, grubością i wymaganiami do cięcia materiału. Różne materiały mają różne wymagania dotyczące ciśnienia gazowego. Na przykład przy cięciu zwykłej stali węglowej wymagane ciśnienie gazu cięcia zmniejsza się względnie wraz ze wzrostem grubości materiału; Podczas gdy w przypadku materiałów ze stali nierdzewnej ciśnienie gazu tnącego powinno odpowiednio wzrosnąć wraz ze wzrostem grubości materiału. Dzięki rozsądnym dostosowaniu ciśnienia gazu można skutecznie uniknąć resztkowych stopionych plam lub nadmiernego topnienia podczas procesu cięcia, zapewniając w ten sposób powierzchnię cięcia gładką i drobną i spełnia standardy produkcyjne.

Z precyzyjną technologią regulacji ciśnienia gazowego, laser HuaweiBlachy do cięcia laserowegomoże automatycznie zoptymalizować ciśnienie gazu zgodnie z potrzebami różnych materiałów, aby zapewnić wysoką wydajność i precyzję podczas procesu cięcia.