- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

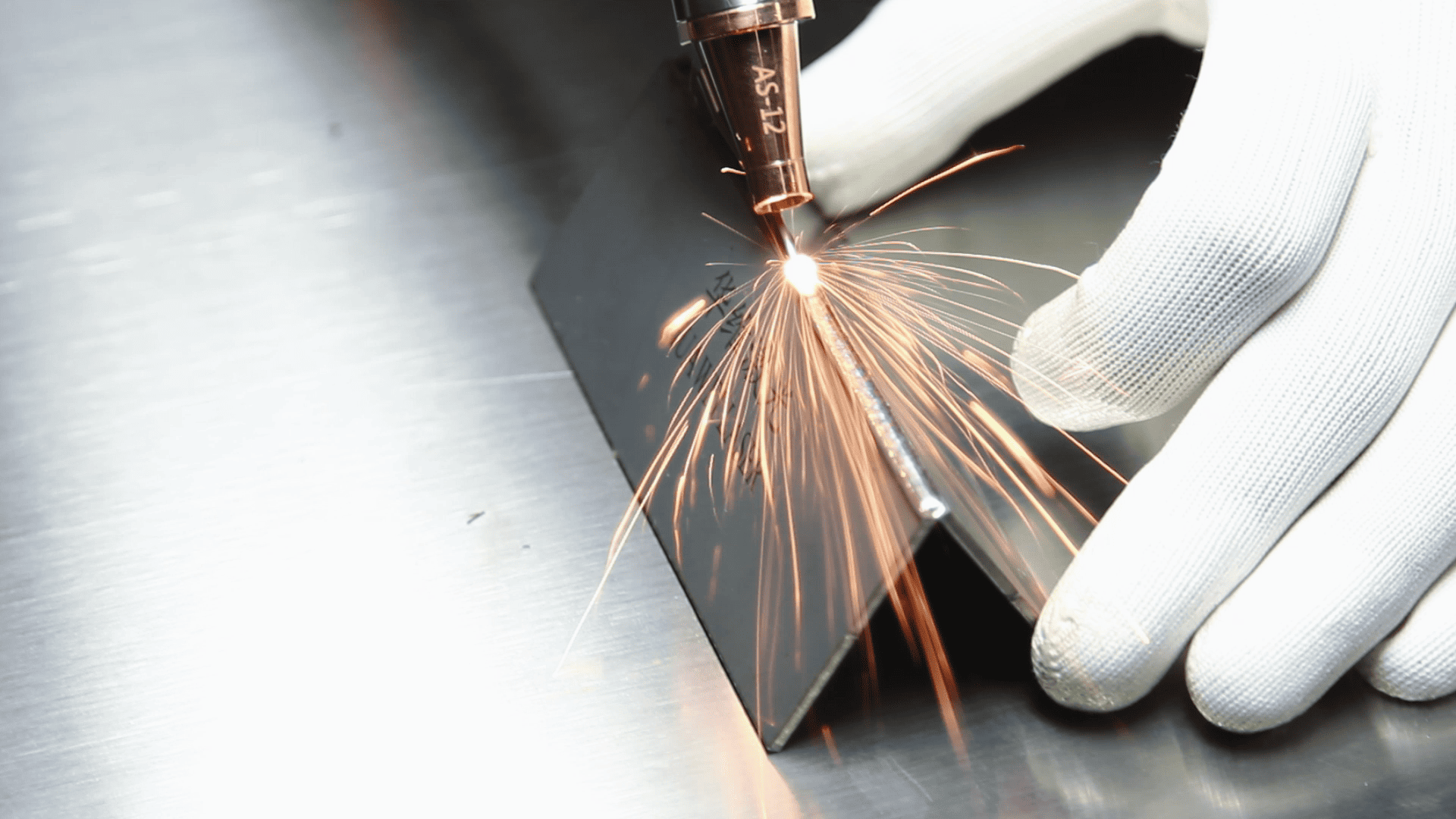
Analiza powszechnych nieporozumień w spawaniu laserowym
W produkcji przemysłowej spawanie laserowe jest krytycznym procesem, którego jakość bezpośrednio wpływa na bezpieczeństwo i niezawodność produktu. Jednak operatorzy często wpadają w pułapki, które zagrażają integralności spawania, wprowadzają zagrożenia bezpieczeństwa i zakłócają produkcję. Poniżej wyróżniamy dziesięć powszechnych nieporozumień laserowych, aby pomóc profesjonalistom w zmniejszeniu ryzyka i zwiększeniu jakości procesu.
Błędne przekonanie 1: Wyższy/niższy prąd jest zawsze lepszy?
Analiza wydania: Obecna kontrola jest kluczowa. Nadmierne przeciążenie prądu strefą spawania, spalanie materiału podstawowego i tworząc 凹陷 (wgniecenia), osłabiając wytrzymałość strukturalną. Niewystarczający prąd nie stopi, aby odpowiednio stopić materiał wypełniający, co powoduje 假焊 (zimne stawy) i ukryte zagrożenia bezpieczeństwa.
Najlepsze praktyki: optymalizuj prąd na podstawie grubości materiału i typu elektrody/drutu. W przypadku płyt stalowych 3 mm z elektrodami φ2,5 użyj 90–110A jako wytycznej, ale zawsze odnoszą się do instrukcji spawacza parametrów specyficznych dla marki.
Błędne przekonanie 2: Zaniedbanie przed sprzątaniem przed
Analiza wydania: warstwy oleju, rdzy lub tlenku działają jako bariery. Zanieczyszczenia te odparowują podczas spawania, tworząc 气孔 (pory) lub wtrącenia osłabione 焊缝 (spoiny).
Najlepsze praktyki: dokładnie zmiel powierzchnie do metalicznego 光泽 (połysk) za pomocą szlifierów kątowych lub szczotek drucianych. DeGrease za pomocą acetonu na powierzchnie wolne od oleju.
Błędne przekonanie 3: Losowe kąty elektrody
Studium przypadku: w płaskim spawaniu kąty> 80 ° destabilizują stopioną pulę, powodując nierówne tworzenie koralików.
Właściwa technika:
Płaskie spawanie: elektrody pochylenia 70 ° –80 ° do tyłu dla stabilnych łuków i jednolitego rozkładu ciepła; Użyj stałego ruchu liniowego.
Spawanie pionowe: Utrzymaj kąty w górę 60 ° –70 ° z zygzakowatymi oscylacją i krótkimi przerw na krawędzie, aby zapobiec 咬边 (podcięcie).
Błędne przekonanie 4: Kontrola sprzętu pominięcia
Ryzyko: wycieki gazu w osłoniętym spawaniu pozwalają na infiltrację tlenu/azotu, utlenianie 焊缝. Luźne kable uziemiające zwiększają odporność, powodując nieregularne łuki lub pożary.
Protokół: Codzienne kontrole prawidłowego uziemienia, izolacji kablowej i ciśnienia cylindrów gazowych (w przypadku spawania gazowego).
Błędne przekonanie 5: Niewydostępny sprzęt ochronny
Zagrożenia: promieniowanie ARC powoduje zapalenie fotokerów; iskry palą skórę; Opary prowadzą do pneumokoniozy.
Obowiązkowe środki ochrony:
Automatyczne kaski (DIN11+).
Odporne na płomienie garnitury + skórzane rękawiczki.
Systemy wentylacyjne lub certyfikowane respiratory.
Błędne przekonanie 6: niedopasowane materiały bazowe i wypełniające
Błąd krytyczny: Zastosowanie elektrod ze stali węglowej na stali nierdzewnej przyspiesza korozję w 焊缝.
Wytyczne:
Dopasuj skład chemiczny (np. Stal Q235 z elektrodami E4303).
Zapewnij mechaniczną równoważność stali o dużej wytrzymałości.
Błędne przekonanie 7: Niekontrolowane temperatury międzywarstwowe
Wady: Nadmierne ciepło w wielowarstwowym spawaniu gruzie ziarna i indukuje deformację.
Metody kontroli:
Monitoruj temperaturę międzywarstwową (150–250 ° C) za pomocą termometrów podczerwieni.
Użyj spawania pomijania, aby równomiernie rozłożyć ciepło.
Błędne przekonanie 8: Ignorowanie po spalinie traktowania
Ukryte ryzyko: żużla 残留 (pozostałość) promuje korozję; Stres resztkowy powoduje pęknięcia.
Procedura:
Zdejmij żużę z młotami odpryskiwania; Polerowaj szczotkami drucianymi.
Zastosuj wyżarzanie związków stresowych w przypadku krytycznych elementów.
Błędne przekonanie 9: Nadmierne poleganie na pojedynczych technikach
Ograniczenia: Same umiejętności spawania płaskiego zawodzą w napowietrzaniu lub spawaniu rur, co prowadzi do 焊瘤 (nakładania się) lub niepełnej fuzji.
Szkolenie: Master Pionowe, poziome i napowietrzne spawanie; Ćwicz spawanie łamania łuku (biczowanie) i tkanie półksiężyca.
Błędne przekonanie 10: Zignorowanie czynników środowiskowych
Zakazane scenariusze: Deszcz indukuje pęknięcia wodoru; Ostatnie przestrzenie zatrzymują toksyczne opary.
Wymagania:
Utrzymuj wilgotność <85%; Użyj wiatrówek dla podmuchów> 2m/s.
Trzymaj wodę z dala od stopów aluminiowych/magnezu.
Laser Huawei przypomina ci: precyzyjne spawanie, doskonałość! Aby wzmocnić pozycję branż w przezwyciężeniu wyzwań związanych z spawaniem, Huawei Laser zaleca 1500W - 3000W Inteligentna seria spawaczy laserowych, zaprojektowane na stal nierdzewną, stal węglowa i stopy aluminium. Ten przenośny system monitorowania penetracji w czasie rzeczywistym i regulacja parametrów adaptacyjnych upraszcza złożone procesy, eliminuje tradycyjne błędy i podnosi wydajność.
Skontaktuj się z laserem Huawei:
E -mail: huaweilaser2017@163.com | Oficjalna strona internetowa: www.huawei-laser.com
Uwaga: To tłumaczenie zachowuje kluczowe terminy techniczne w języku chińskim (z wyjaśnieniami w języku angielskim), aby zapewnić jasność globalnym specjalistom. Zawsze przestrzegaj wytycznych producenta sprzętu dla określonych operacji.